|
三合机电冷焊机设备有限公司天津分公司 
| 联系人:丁永强 先生 (技术经理) |
 |
| 电 话:022-87887536 |
|
| 手 机:13821119659 |
|
 |
|
 |
|
| 供应电火花原理冷焊机 |
SH系列模具/金属缺陷修补冷焊机操作说明书
1. 在使用冷焊机前要检查所有配件是否齐全,确认设备是否按要求连接正确;电源开关置于关断状态。
2. 将焊夹(地线)可靠的连接在被加工的金属工件上,确保导电良好。
3. 根据加工工艺要求,将所需要的电极(焊条)牢靠的安装在焊枪前端。
4. 将电源电缆插头连接到交流220V电源插座上。
5. 向上闭合设备上的电源开关。此时后面的风机应正常旋转,前面板的电压数字显示仪表,频率数字显示仪表反应正常显示。
6. 电压调节:在修补钢类材料时将电压调至所需工作电压(20-80V)
在修补铝铜等有色金属时电压一般为(60-110V)
(可根据产品要求与个人操作熟练程度而定)
7. 频率调节:在修补钢类材料时将频率调至所需工作频率(100-300Hz)之间。
在修补铝铜等有色金属时频率一般为(300-700Hz)之间。
(可根据产品要求与个人操作熟练程度而定)
8. 打开旋转焊枪上的工作开关,调节电极旋钮,使焊枪达到有需要的工作转速(一般为500-3000)转。以焊材不粘连为佳。
(可根据产品要求与个人操作熟练程度而定)
9. 调节氩气流量,将流量调至所以流量(2L/min-8L/min)
10. 双手持旋转的焊枪,使其电极(焊条)写被加工部件接触,其接触部位产生电火花,电火花的强度与工作电压成正比。
11. 在工作过程中应使电极与工件保持10°-90°角度,同时工件上按一定方向来回移动,保持涂层均衡。
12. 在工作过程中,前面板的电压显示仪表与频率显示仪表会产生一定的波动,该现象属于正常现象。
13. 停上工作时应先关断旋转焊枪上的工作开关,再关断总电源。
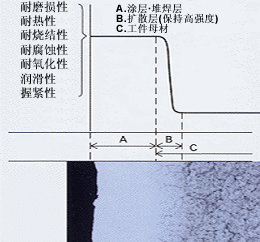
14. 附操作图: |
|
|